切割机控制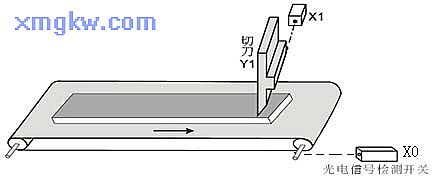
【控制要求】
传送带滚轴转动一次, X0计数一次,当计数到 1000 次时,切刀 Y1动作一次,完成一次切割过程。【元件说明】
| PLC 元件 | 控制说明 |
|---|---|
| X0 | 光电信号检测开关,滚轴每转动一周, X0由OFF→ON变化1 次 |
| X1 | 光电信号检测开关,切刀动作完成时( Y1=OFF),X1状态为ON |
| Y1 | 切刀 |
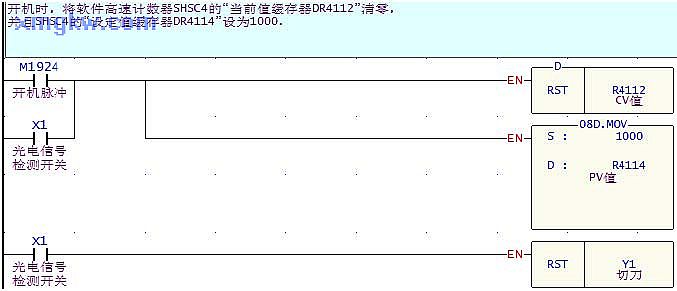
【控制程序】主程序
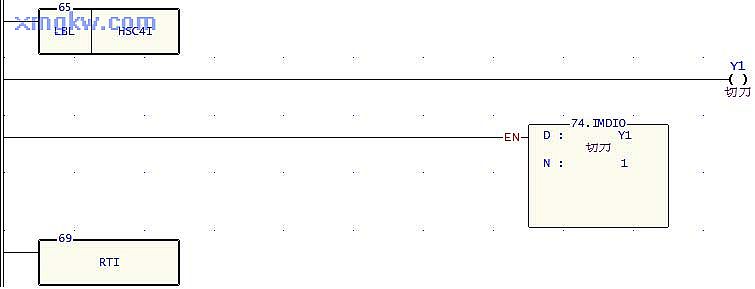
中断子程序
【程序说明】
- 在“系统组态”“ I/O组态”中设置光电开关 X0为软件高速计数器 SHSC4的外部计数输入点;传送带滚轴每转一周, X0由OFF→ON变化一次, SHSC4计数一次( DR4112中的值加 1)
- SHSC4计数达到 1000时(即传送带滚轴转动 1000转),以中断的方式立即将 Y1的状态输出到外部输出端,使切刀下切。
-
切刀下切,切割动作完成时, X1=ON。则SHSC4的计数值被清零, Y1被复位,切刀归位, X1=OFF。这样,SHSC4又重新计数,重复上述动作,如此反复循环。 切割机控制
【控制要求】传送带滚轴转动一次, X0计数一次,当计数到 1000 次时,切刀 Y1动作一次,完成一次切割过程。【元件说明】
PLC 元件 控制说明 X0 光电信号检测开关,滚轴每转动一周, X0由OFF→ON变化1 次 X1 光电信号检测开关,切刀动作完成时( Y1=OFF),X1状态为ON Y1 切刀 【控制程序】主程序
中断子程序
【程序说明】- 在“系统组态”“ I/O组态”中设置光电开关 X0为软件高速计数器 SHSC4的外部计数输入点;传送带滚轴每转一周, X0由OFF→ON变化一次, SHSC4计数一次( DR4112中的值加 1)
- SHSC4计数达到 1000时(即传送带滚轴转动 1000转),以中断的方式立即将 Y1的状态输出到外部输出端,使切刀下切。
- 切刀下切,切割动作完成时, X1=ON。则SHSC4的计数值被清零, Y1被复位,切刀归位, X1=OFF。这样,SHSC4又重新计数,重复上述动作,如此反复循环。